
Просмотры:1
бесшовная труба из нержавеющей стали представляет собой длинную стальную полосу с полым участком и без швов вокруг нее.

Во-первых, чем больше толщина стенок изделия, тем оно экономичнее и практичнее. Чем тоньше толщина стенки, тем выше будет стоимость обработки. Во-вторых, процесс изготовления изделия определяет его ограниченную производительность. Бесшовная стальная труба имеет низкую точность: неравномерная толщина стенок, низкая яркость внутри и снаружи трубы, высокая стоимость фиксированной длины, а также точечная коррозия внутри и снаружи, черные пятна нелегко удалить; в-третьих, его обнаружение и формирование должны обрабатываться в автономном режиме, чтобы он находился под высоким давлением, высокой прочностью, а механические конструкционные материалы отражают его превосходство.
Метод прокатки подразделяется на горячую прокатку, горячую экструзию и холодную вытяжку (прокатку) труб из нержавеющей стали.
По металлографической структуре нержавеющей стали ее подразделяют на трубы из полуферритной, полумартенситной нержавеющей стали, трубы из мартенситной нержавеющей стали, трубы из аустенитной нержавеющей стали, трубы из аустенитно-ферритного железа из нержавеющей стали.
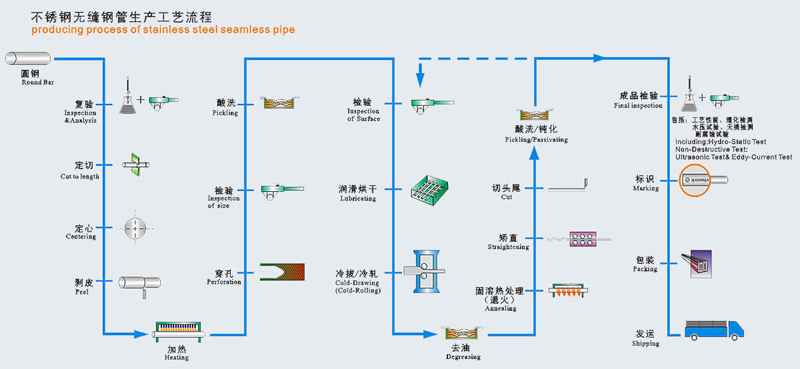
Процесс производства
трубная заготовка - проверка - зачистка - проверка - нагрев - перфорация - травление - шлифовка - сушка смазки - сварочная головка - холодное волочение - обработка раствором - травление - травление пассивация - проверка - холодная прокатка - обезжиривание - режущая головка - воздушная сушка - внутренняя полировка - Внешняя полировка - Проверка - Маркировка - Готовая упаковка
Горячая прокатка, холодная вытяжка, горячее расширение.
В соответствии с различными методами производства их можно разделить на горячекатаные трубы, холоднокатаные трубы, холоднотянутые трубы и экструдированные трубы.
1. Горячекатаные бесшовные трубы обычно производятся на автоматических прокатных станах. Сплошную трубную заготовку осматривают, удаляют поверхностные дефекты, разрезают на необходимую длину, центрируют по торцу перфорированного конца трубной заготовки, затем направляют в нагревательную печь для нагрева и перфорируют на штамповочном станке. В то же время перфорация постоянно вращается и продвигается вперед. Под действием валка и головки внутри трубки-заготовки постепенно образуется полость, называемая капиллярной трубкой. Его отправляют на автоматический трубный стан для дальнейшей прокатки. Наконец, вся машина имеет одинаковую толщину стенок, а калибровочная машина калибрует в соответствии со спецификацией. Производство горячекатаных бесшовных стальных труб на станах непрерывной прокатки является более совершенным методом.
2. Если вы хотите получить бесшовную трубу меньшего размера и лучшего качества, вам необходимо использовать холодную прокатку, холодное волочение или их комбинацию. Холодную прокатку обычно осуществляют на двухвалковом стане, в котором стальную трубу прокатывают в кольцевом отверстии, образованном кольцевой канавкой переменного сечения и неподвижной конической головкой. Холодное волочение обычно осуществляется на одноцепной или двухцепной машине холодного волочения от 0,5 до 100Т.
3. Экструзия. Заготовка трубы, подлежащая нагреву, помещается в закрытый экструзионный цилиндр, и перфорированный стержень перемещается вместе с экструзионным стержнем для выдавливания экструзии из меньшего отверстия формы. Этот метод позволяет производить стальные трубы меньшего диаметра.





